






In the modern industrial paradigm, Product Feeding Systems represent the critical physiological "circulatory system" of the factory floor. They serve as the mechanical and electronic interfaces that transition bulk, unorganized, or semi-structured raw components and packaging containers into highly structured, aligned, and timed streams ready for downstream processes. The global commercial landscape for these systems is currently undergoing a massive evolution driven by the demands of Industry 4.0, zero-defect quality mandates, and escalating labor challenges.
Across major manufacturing hubs in North America, Western Europe, and East Asia, the integration of advanced material handling mechanisms is no longer considered optional. Whether it is orienting miniature components for electronics assembly, conveying fragile pharmaceutical capsules, handling heavy duty industrial bags, or singulating containers for high-speed filling lines, the efficiency of the infeed system directly governs the Overall Equipment Effectiveness (OEE) of the entire manufacturing operation. If the feeder stops, the whole line stops. Therefore, choosing the right supplier requires a deep evaluation of mechanical precision, sensor integration, control system architecture, and structural longevity.
To guide procurement engineers and plant managers in making informed capital equipment investment decisions, we have synthesized a comparative analysis of the leading global suppliers specializing in product feeding, conveying, and end-of-line packaging automation systems.
Globally recognized for high-precision linear transfer systems and modular conveyor architectures. Bosch Rexroth excels in servo-driven, high-speed micro-feeding setups ideal for medical devices, pharmaceuticals, and precision automotive components.
A premier, highly integrated Chinese manufacturer specializing in end-of-line packaging lines, customizable heavy-bag bagging systems, robotic palletizers, and smart belt conveying solutions. Econe stands out for its exceptional supply chain resilience, robust structural builds (such as high-grade stainless steel cores), and extensive multi-voltage, variable-speed configurations tailored for global factory environments.
Pioneers in heavy-duty vibratory feeding technology. Syntron systems are widely applied in bulk material processing, mining, and food packaging industries, focusing on robust electromagnetic feeders that handle coarse, hot, or abrasive raw materials.
Part of the Coesia Group, FlexLink specializes in flexible plastic chain conveyor systems. Their architectural designs are favored for multi-tier product routing, sorting, and dynamic buffers in cosmetics, fast-moving consumer goods (FMCG), and electronics.
A specialist in low-profile, sanitary conveyor systems. Dorner's engineering focus is on modular belt systems designed with quick-change belts, hygienic USDA-compliant structures, and precision indexing systems for small to medium scale item infeed.
Renowned for ultra-high-speed bottle infeed, washing, filling, and capping systems. Shibuya systems utilize advanced centrifugal orienters and rotary feeders designed for aseptic environments in the food, beverage, and pharmaceutical fields.
A leading player in complete line solutions for liquid packaging. Sidel designs integrated preform feeders, air conveyors, and robotic accumulators that seamlessly align PET bottles and aluminum cans at rates exceeding 60,000 units per hour.
While primarily known for thermoforming packaging machines, Multivac engineers highly sophisticated infeed pick-and-place robot arrays that pick sliced food products or industrial parts directly from conveyor belts and feed them precisely into package pockets.
A titan in robotic engineering, KUKA develops specialized software and heavy-duty articulation arms for automated depalletizing, sorting, and robotic feed lines. Their systems excel when handling heavy, irregular, or palletized bulk products.
The global benchmark for product counting and feeding systems. Cremer's optical counting modules are widely integrated into packaging lines to count and batch tablets, hardware components, and agricultural seeds with 100% accuracy.
Industrial requirements differ dramatically based on regional regulations, labor supply dynamics, and local manufacturing customs. Designing a versatile product feeding system requires deep familiarity with these localized demands:
In North American manufacturing sites, there is a strong focus on minimizing direct human interaction with raw materials to meet stringent OSHA and ANSI safety criteria. Systems must be engineered with integrated safety enclosures, interlocked access panels, and UL-certified control boxes. Additionally, in the agricultural and livestock sectors, heavy-duty automatic feeding motor drives (such as those used in pig farm automatic feeding configurations) must withstand severe washdown procedures and comply with local environmental regulations regarding feed waste management.
European markets prioritize mechanical space-optimization and low carbon footprints. Equipment must comply with the CE machinery directives and use energy-efficient motors (such as IE3/IE4 class induction motors). Modular, toolless belt conveyor systems with food-grade stainless steel cores are highly demanded in European food processing lines, allowing operators to quickly disassemble and clean the conveying path to avoid allergen cross-contamination.
In fast-growing manufacturing zones across Vietnam, Indonesia, and India, power grids can experience sudden voltage fluctuations and temporary outages. Feeding machinery configured with multi-voltage, adjustable-speed inverters (such as systems running 220V/380V/415V/480V three-phase configurations) is essential. These machines are often tasked with handling bulk commodities—such as bagging and filling 10kg, 25kg, or 50kg bags of rice, sugar, salt, and animal feed—requiring highly durable open-mouth baggers that can operate reliably in high-humidity, dusty environments.
The future of automated product feeding lies at the intersection of mechanical dynamics, advanced computer vision, and industrial internet-of-things (IIoT) frameworks. The following technical roadmap outlines the ongoing evolution:
Transitioning from fixed-speed AC motors to Variable Frequency Drive (VFD) controlled brushless motors. Integrating photoelectric, capacitive, and inductive proximity sensors to dynamically adjust conveying speeds based on downstream packaging accumulation signals, minimizing product collision and friction wear.
Integrating 2D and 3D time-of-flight cameras at the feeding hopper or belt interface. Collaborative robots (cobots) or high-speed delta robots use AI vision models to detect product orientation, coordinate pick-and-place paths, and reject defective or foreign items in real time before they reach the packaging line.
Equipping drive motors, gearboxes, and pneumatic cylinders with vibration and temperature sensors. Data is fed directly to edge controllers and cloud platforms to predict mechanical wear. Plant operators receive automatic alerts before bearing failures or motor overloads cause unplanned downtime.
In an era of volatile container shipping costs, global material shortages, and tight project deadlines, the stability and agility of the manufacturing supply chain have become critical factors. Ningbo, China represents one of the world's most robust clusters for precision machinery fabrication, component casting, and industrial control engineering.
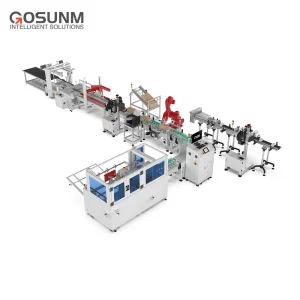
Ningbo Econe Machinery Co., Ltd. is a professional Industrial Packaging Machinery Manufacturer specializing in automated packaging systems, conveying equipment, and end-of-line automation solutions for global manufacturing industries. Based in Ningbo, China, the company focuses on the design, engineering, and production of integrated packaging machinery that helps manufacturers improve productivity, reduce labor costs, and optimize packaging efficiency.
With extensive experience in industrial automation, Econe Machinery provides a comprehensive range of solutions including automated conveying systems, product feeding equipment, weighing and counting systems, bagging solutions, wrapping systems, labeling integration, inspection systems, case handling equipment, and customized end-of-line packaging automation. These systems are widely applied in food processing, consumer goods, pharmaceuticals, chemicals, electronics, hardware, and industrial manufacturing sectors.
The company emphasizes engineering innovation, production reliability, and flexible customization. Its technical team works closely with customers to develop packaging solutions tailored to specific production requirements, factory layouts, and operational objectives. From standalone equipment to fully integrated packaging lines, Econe Machinery supports projects throughout planning, manufacturing, installation, and commissioning stages.
Equipped with modern manufacturing facilities and strict quality control procedures, Ningbo Econe Machinery is committed to delivering durable, efficient, and user-friendly equipment that meets international standards. The company continuously invests in automation technologies and intelligent manufacturing solutions to help customers adapt to evolving market demands.
Serving clients across Asia, Europe, North America, South America, the Middle East, and other international markets, Ningbo Econe Machinery Co., Ltd. strives to be a reliable partner for businesses seeking advanced packaging automation, conveying systems, and end-of-line production solutions that enhance operational performance and long-term competitiveness.







Deploying advanced automated systems requires strong after-sales support and strict compliance alignment to ensure uninterrupted operational safety and regulatory clearance.
Regulatory Standards Compliance: All manufactured feeding and packaging machines undergo strict quality control procedures. We ensure full alignment with CE machinery directives, UL/CSA electrical panel certifications for North American utility networks, and food-contact compliance for parts processed in food packaging lines (utilizing FDA-grade POM belts and 304/316 stainless steel contact plates).
Remote Diagnostics & Commissioning: Equipped with industrial Ethernet interfaces (EtherNet/IP, PROFINET, Modbus TCP), our support engineers can securely log in remotely to diagnostic systems. This allows for real-time PLC troubleshooting, drive motor tuning, and firmware updates without requiring costly on-site technical visits.
Spare Parts Warehousing: To guarantee high equipment uptime, we maintain dedicated spare parts depots stocking wear-and-tear items such as motor rollers, custom belt elements, pneumatic valves, and sensors, ensuring rapid delivery to major international manufacturing zones.
Key parameters include product geometry (size, weight, shape), physical characteristics (dry, wet, sticky, fragile, dusty), target throughput speed (units per minute), downstream system interfaces, and cleaning/sanitary requirements. In addition, verifying voltage standards (e.g., 220V single-phase vs 380V three-phase) ensures smooth integration with local factory grids.
Automated depalletizers systematically unload bulk cases, containers, or bagged raw materials (such as corn kernels or powder bags) from pallets and feed them onto downstream conveyors. By eliminating manual heavy lifting, depalletizers maintain a consistent product feed rate, reduce operator injury risks, and prevent bottlenecks at the start of the production line.
Variable speed control (VFD) allows engineers to calibrate the speed of the conveyor to match downstream requirements. If downstream packaging machines or checkweighers slow down, the VFD adjusts the belt speed, preventing product accumulation, physical collisions, and mechanical strain on the drive motor.
High-grade stainless steel (SUS304 or SUS316) is highly resistant to oxidation, corrosion, and chemical sanitizers. Its smooth surface prevents bacterial accumulation, simplifying the sanitation procedures required by food safety agencies (FDA, USDA, EHEDG) and chemical safety boards.







