Driving Global Packaging Excellence through Industry 4.0 Innovation
In the modern era of rapid industrialization, Case Packing Systems have transcended their role as mere end-of-line machinery. Today, they serve as the critical nexus between production and logistics, functioning as the data-driven heartbeat of smart factories. As a lead analyst in manufacturing technology, we observe a paradigm shift: manufacturers are no longer just buying "machines"; they are investing in operational resilience.
The integration of AI-driven vision systems and predictive maintenance algorithms has revolutionized case packing. Modern robotic case packers now boast adaptive learning, allowing them to adjust for varying carton sizes or product weights in real-time without operator intervention. This "Information Gain"—the ability to turn raw production data into actionable efficiency insights—is what separates industry leaders from legacy operations.
Ningbo, as a hub of Chinese industrial innovation, reflects the broader "China 4.0" movement. The strategic advantage of partnering with a top-tier Chinese manufacturer like Ningbo Econe Machinery Co., Ltd. lies in the intersection of high-spec engineering and supply chain agility.
Unlike global counterparts that struggle with long lead times, the Chinese manufacturing ecosystem provides rapid prototyping and localized component sourcing, ensuring that customized solutions are delivered at a fraction of the time and cost. This translates directly to a lower Total Cost of Ownership (TCO) for international buyers.
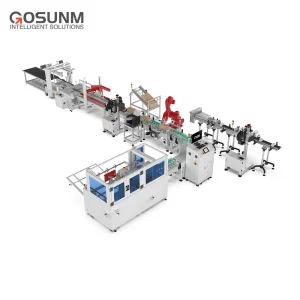
Ningbo Econe Machinery Co., Ltd. is a professional Industrial Packaging Machinery Manufacturer specializing in automated packaging systems, conveying equipment, and end-of-line automation solutions for global manufacturing industries. Based in Ningbo, China, the company focuses on the design, engineering, and production of integrated packaging machinery that helps manufacturers improve productivity, reduce labor costs, and optimize packaging efficiency.
With extensive experience in industrial automation, Econe Machinery provides a comprehensive range of solutions including automated conveying systems, product feeding equipment, weighing and counting systems, bagging solutions, wrapping systems, labeling integration, inspection systems, case handling equipment, and customized end-of-line packaging automation. These systems are widely applied in food processing, consumer goods, pharmaceuticals, chemicals, electronics, hardware, and industrial manufacturing sectors.
From the high-speed requirements of North American e-commerce giants to the flexible packaging needs of European pharmaceutical firms, one size does not fit all. Buyers must prioritize modular scalability. When selecting a case packing partner, evaluate their ability to integrate with existing Enterprise Resource Planning (ERP) systems. The ability to track every unit from the packing station to the shipping dock is no longer a luxury—it's a compliance requirement.
Q: Why choose Econe Machinery for long-term production?
A: We combine proprietary robotic engineering with rigorous quality control, ensuring 24/7 reliability even in high-demand industrial environments.
Q: How does the "Smart Packing" approach benefit small businesses?
A: By utilizing our modular, fully automatic packaging lines, small businesses can scale from manual labor to fully automated lines with minimal footprint and maximum efficiency.
Q: What about after-sales and global technical support?
A: As an internationally oriented manufacturer, we provide remote diagnostics, installation guidance, and rapid-response spare parts logistics to clients worldwide.