Engineered for high efficiency, durability, and seamless integration into modern manufacturing environments.








The global manufacturing ecosystem is witnessing an unprecedented shift from traditional linear assembly structures to decentralized, intelligent, and adaptive production systems. At the core of this transformation is conveyor automation equipment. Once considered a simple mechanism for moving bulk objects from point A to point B, modern conveyor infrastructure functions as the circulatory system of the smart factory. Integrating high-performance sorting systems, precision linear guideways, and computerized control loops, modern conveyors facilitate real-time decision-making, high throughput rates, and structural manufacturing agility.
For operations looking to design or update factories, finding a supplier that handles both hardware manufacturing and software integration is key. Modern material handling demands components that communicate with Enterprise Resource Planning (ERP) databases, Warehouse Management Systems (WMS), and Manufacturing Execution Systems (MES). This integration ensures that every package, component, and raw material is tracked, weighed, and directed automatically with minimal human supervision.
Conventional conveyor lines often run at fixed speeds, lack feedback loops, and require manual intervention for configuration changes. This rigidity creates bottlenecks in multi-product assembly lines. Modern automated systems address this using active control mechanisms like PLC-driven variable frequency drives (VFD), high-precision pneumatic actuators, and multi-angle diverter modules. These innovations allow factories to run multiple SKUs on a single conveyor line, with the system adjusting speed, orientation, and pathway routes automatically based on real-time sensory data.
How advanced conveyor architectures are configured to meet the rigorous demands of specialized industries worldwide.
In surface-mount technology (SMT) production lines, maintaining cleanroom integrity and precise ESD protection is critical. Modern systems utilize dual-track cooling conveyors with integrated anti-static components, stepper motor belt drives, and board buffers to prevent thermal stress and component damage during transfer between reflow ovens and ICT stations.
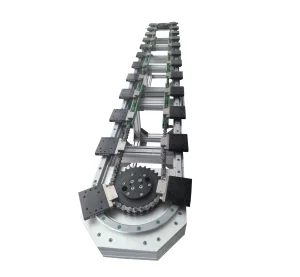
Heavy payloads and high chemical safety requirements demand heavy-duty arc guideway conveyors and circular guide rail systems. Designed specifically for cell testing, module stack welding, and pack assembly, these guide rails offer high stability, fast cycle times, and repeat positioning tolerances within ±0.05 mm under heavy loads.
Distribution hubs rely on high-volume sortation to process thousands of parcels per hour. Multi-angle swing wheel sorters and swivel wheel conveyors automate parcel redirection based on barcode scan data, speeding up operations from receiving docks straight to shipping containers via telescopic loading conveyors.
Sanitation standards dictate the design of food-handling conveyor systems. Utilizing washdown-grade stainless steel frames, food-safe FDA-approved PVC/PU belts, and cleanable turning mechanisms, these custom conveyors provide reliable material transport for food packaging lines and commercial dining systems alike.
Moving structural components through welding and heat-treatment cycles requires robust hardware. Integration of heavy-duty screw conveyors, projection welding machines, and structural modular slat chains ensures reliable operation under extreme temperatures, abrasive particles, and high physical stress.
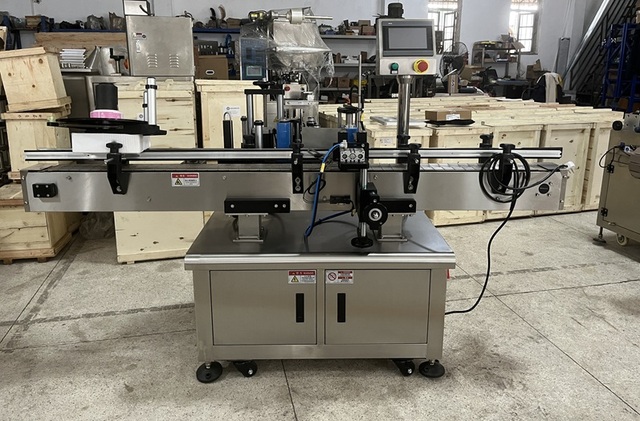
End-of-line packaging systems coordinate filling, wrapping, weighing, and sorting. Utilizing specialized checkweighers, industrial microwave dryers, and automated metal polishing machinery ensures products meet strict standards before final labeling and warehouse dispatch.
A trusted global partner for high-precision industrial packaging systems and automated conveyor engineering.
Ningbo Econe Machinery Co., Ltd. is a professional Industrial Packaging Machinery Manufacturer specializing in automated packaging systems, conveying equipment, and end-of-line automation solutions for global manufacturing industries. Based in the active industrial hub of Ningbo, China, the company focuses on the design, engineering, and production of integrated packaging machinery that helps manufacturers improve productivity, reduce labor costs, and optimize overall packaging line efficiency.
With extensive experience in industrial automation, Econe Machinery provides a comprehensive range of solutions including automated conveying systems, product feeding equipment, weighing and counting systems, bagging solutions, wrapping systems, labeling integration, inspection systems, case handling equipment, and customized end-of-line packaging automation. These systems are widely applied in food processing, consumer goods, pharmaceuticals, chemicals, electronics, hardware, and industrial manufacturing sectors.
The company emphasizes engineering innovation, production reliability, and flexible customization. Its technical team works closely with customers to develop packaging solutions tailored to specific production requirements, factory layouts, and operational objectives. From standalone equipment to fully integrated packaging lines, Econe Machinery supports projects throughout planning, manufacturing, installation, and commissioning stages.
Equipped with modern manufacturing facilities and strict quality control procedures, Ningbo Econe Machinery is committed to delivering durable, efficient, and user-friendly equipment that meets international standards. The company continuously invests in automation technologies and intelligent manufacturing solutions to help customers adapt to evolving market demands.
Serving clients across Asia, Europe, North America, South America, the Middle East, and other international markets, Ningbo Econe Machinery Co., Ltd. strives to be a reliable partner for businesses seeking advanced packaging automation, conveying systems, and end-of-line production solutions that enhance operational performance and long-term competitiveness.







In the global market for automation, component availability and engineering design speed determine project success. China's industrial supply chain—specifically in the East China manufacturing corridor surrounding the Port of Ningbo—offers clear advantages in raw materials, processing capacity, and engineering experience. This concentrated manufacturing ecosystem enables suppliers like Ningbo Econe Machinery Co., Ltd. to rapidly prototype, build, and deploy non-standard custom systems much faster than Western competitors.
The development of conveyor systems is moving beyond fixed machinery to focus on software integration and smart components. Econe Machinery's technology roadmap highlights key trends shaping modern factory floors:
Close proximity to the Port of Ningbo simplifies international logistics. This location facilitates faster customs clearance, flexible sea freight options, and lower shipping costs for overseas buyers. Together with ISO 9001 quality management and CE compliance certification, these logistical capabilities ensure that customized equipment arrives on schedule and ready to integrate into existing production lines.
Expert answers to common engineering, customization, and logistical questions raised by factory managers and procurement agents.
A: The design process starts with a 3D layout simulation using CAD and SolidWorks. Our engineering team reviews facility constraints, ceiling heights, column locations, and existing machinery interfaces. We then customize conveyor variables—such as curve angles, support locations, and modular sections—to maximize space efficiency while ensuring smooth material flow.
A: We configure systems to meet regional standards. This includes using UL/CSA-certified components for North America or CE-compliant controls for Europe. We support local power supplies (e.g., 480V 3-phase 60Hz, 400V 3-phase 50Hz) and design our control systems using leading PLC platforms like Siemens, Allen-Bradley, and Mitsubishi to ensure straightforward integration.
A: High-speed parcel sortation is best handled by swing wheel sorters, swivel wheel conveyors, and modular cross-belt systems. Guided by vision cameras or barcode readers, these systems achieve throughputs exceeding 8,000 parcels per hour while handling varying sizes, weights, and packaging materials.
A: Quality control spans the entire production process. We test raw materials, use CNC machining for frame components, and run every system under load for a minimum of 48 to 72 hours before shipping. Clients receive detailed video test runs and operation manuals prior to final packing.
A: We recommend a preventive maintenance schedule that includes regular belt tension checks, bearing lubrication, and cleanings. Our systems feature modular wear components for quick replacements. We also offer online technical support, PLC remote diagnostics, and ship critical spare parts kits with each system to minimize downtime.
Explore our full line of industrial conveyors, sanding machinery, and automated line configurations.