Explore our state-of-the-art packaging systems engineered for productivity, quality, and precise control.
The global manufacturing ecosystem is witnessing an unprecedented transformation towards unit-dose, single-serve, and flexible micro-packaging layouts. Historically treated as simple trial-size options, sachets have evolved into a primary packaging standard across sectors such as pharmaceuticals, cosmetics, dairy, food & beverage, and agrochemicals. To succeed, brands must deploy customized sachet packaging systems that ensure precision, high-speed output, and zero material waste.
This market shift is driven by demographics, hygiene demands, and portable retail patterns in emerging economies. In regions like Asia-Pacific and Latin America, unit-dose packaging allows brands to deliver premium products at accessible, micro-transaction price points. Conversely, in highly regulated Western markets like North America and the European Union, the adoption of sachet packaging systems is driven by medical dosage requirements, chemical preservation needs, and single-dose cosmetic packs.
Designing modern, responsive machinery requires more than standard off-the-shelf components. Manufacturers now require complete custom OEM sachet packaging system engineering that supports flexible film compositions (such as mono-material recyclables and biodegradable laminates), high-speed vertical form-fill-seal (VFFS) systems, and end-of-line integration. This transition is essential for building resilient, future-proof production lines.
Ningbo Econe Machinery Co., Ltd. is a professional Industrial Packaging Machinery Manufacturer specializing in automated packaging systems, conveying equipment, and end-of-line automation solutions for global manufacturing industries. Based in Ningbo, China, the company focuses on the design, engineering, and production of integrated packaging machinery that helps manufacturers improve productivity, reduce labor costs, and optimize packaging efficiency.
With extensive experience in industrial automation, Econe Machinery provides a comprehensive range of solutions including automated conveying systems, product feeding equipment, weighing and counting systems, bagging solutions, wrapping systems, labeling integration, inspection systems, case handling equipment, and customized end-of-line packaging automation. These systems are widely applied in food processing, consumer goods, pharmaceuticals, chemicals, electronics, hardware, and industrial manufacturing sectors.
The company emphasizes engineering innovation, production reliability, and flexible customization. Its technical team works closely with customers to develop packaging solutions tailored to specific production requirements, factory layouts, and operational objectives. From standalone equipment to fully integrated packaging lines, Econe Machinery supports projects throughout planning, manufacturing, installation, and commissioning stages.
Equipped with modern manufacturing facilities and strict quality control procedures, Ningbo Econe Machinery is committed to delivering durable, efficient, and user-friendly equipment that meets international standards. The company continuously invests in automation technologies and intelligent manufacturing solutions to help customers adapt to evolving market demands.
Serving clients across Asia, Europe, North America, South America, the Middle East, and other international markets, Ningbo Econe Machinery Co., Ltd. strives to be a reliable partner for businesses seeking advanced packaging automation, conveying systems, and end-of-line production solutions that enhance operational performance and long-term competitiveness.
Modern high-precision sachet systems rely on a complex interplay of servo-mechanical drive assemblies, precise temperature management, and continuous film tension adjustment. In standard vertical form-fill-seal configurations, materials are fed through tension-controlled rollers to prevent tracking errors or film breakage. Dynamic web tracking systems automatically adjust the film roll position to prevent misalignment at the forming shoulder.
Multi-lane sachet packaging systems partition a wide web of barrier film into multiple lanes (ranging from 2 to 24 parallel lanes). Slitting knives partition the film before it meets the forming tubes. Liquid, paste, powder, or granules are dispensed simultaneously through independent piston pumps, rotary valves, or augers. This multi-lane design delivers high output rates in a compact factory footprint.
For liquid and gel products, drip-free rotary valves and positive displacement pumps ensure that no product contacts the sealing area. Keeping the sealing surface clean is critical to preventing contamination, protecting package integrity, and avoiding leaks.
Precise temperature management preserves barrier integrity and creates clean seal patterns.
Monitors and regulates film tension to support thin, eco-friendly laminates.
Reduces changeover downtime between different sachet widths and formats.
Enables real-time tracking of operational metrics, cycle speeds, and maintenance schedules.
Choosing the correct film laminate is essential to ensuring proper sealing, barrier performance, and print quality. Below is an engineering overview of the film structures supported by Econe Machinery’s OEM sachet systems:
| Film Layer Architecture | Barrier Rating | Common Application Markets | Sealing Temperature Range | Recyclability Rating |
|---|---|---|---|---|
| PET / AL / PE | High (Moisture & Oxygen) | Pharmaceuticals, Agrochemicals | 160°C - 190°C | Non-recyclable standard |
| BOPP / MET-PET / PE | Medium-High | Food powders, coffee, dry mixes | 140°C - 175°C | Limited recyclability |
| Paper / AL / LLDPE | High Barrier | Unit-dose healthcare, pharma granules | 150°C - 180°C | Compostable layer variants |
| Monomaterial (MDO-PE/PE) | Medium Barrier | Eco-conscious cosmetics, dry foods | 110°C - 135°C | 100% Recyclable |
Sachet packaging equipment must be configured to meet the specific requirements of different regions and vertical markets. Operating conditions, local safety standards, and regional packaging materials require dedicated engineering adjustments.
In developing regions, high-speed single-serve packaging is essential for condiments like soy sauce, ketchup, oil, and dry seasoning powders. In these high-humidity environments, machine design must prioritize IP69K washdown ratings and stainless-steel components to ensure food safety and simplify sanitation.
Pharmaceutical applications require complete validation documentation (IQ/OQ/PQ) and strict adherence to FDA 21 CFR Part 11. Econe's custom OEM configurations feature active HEPA air filtration, UV-C film sterilization, gas purging (Nitrogen injection) to minimize residual oxygen levels, and dynamic laser-coding stations for batch tracking.
Cosmetic creams, face masks, shampoos, and single-use lotions are often packaged in custom-shaped sachets (such as round corners or stand-up profile configurations). To maintain product quality, packaging systems use precise horizontal liquid filling systems with positive-cut nozzles to eliminate stringing and maintain neat seals.
For chemical and fertilizer packaging, safety and durability are critical. Sachet systems must feature corrosion-resistant liquid pumps and dust extraction hoods. These safety measures prevent powder from drifting and protect workers from exposure to active ingredients.
The transition from standalone sachet machines to fully automated production lines represents a key step forward for modern packaging operations. Econe Machinery focuses on integrating sachet machines with essential downstream components to create seamless, automated production lines.
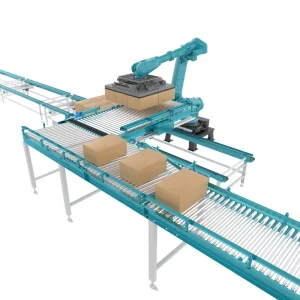
Sachet production is most efficient when integrated directly with downstream cartoning, case packing, and automated palletizing systems. The packaging process begins at the multi-lane VFFS unit, passes through inspection checkpoints (including checkweighers, metal detectors, and vision inspectors), and continues to high-speed case pack and pallet wrapping assemblies. Connecting these stages minimizes bottlenecking and manual handling.
By pairing high-speed sachet systems with robotic depalletizing and palletizing configurations and stretch hood wrapping solutions, companies can design complete, hands-free packaging lines. This end-to-end automation helps minimize product damage, lower operational costs, and maximize throughput.
Technical and practical answers to common procurement, configuration, and engineering questions.
Output speed depends on product viscosity, film properties, sachet size, and lane count. Standard single-lane VFFS systems typically run between 40 to 80 ppm (packs per minute). High-speed multi-lane systems can achieve speeds from 400 to 1,200 ppm by running up to 16 lanes in parallel.
Yes. While the basic film forming and sealing systems are similar, different products require specific dosing heads. A modular OEM design allows operators to swap between powder augers, liquid piston pumps, and volumetric cup fillers. This versatility makes the system suitable for diverse production runs.
We combine servo-controlled dosing drives with feedback from downstream checkweighing systems. The control system monitors weight fluctuations and automatically adjusts the dosing pump or auger, ensuring high accuracy down to ±0.1g for powder fills.
Yes, our systems are engineered to run modern recyclable monomaterial films (like MDO-PE) and biodegradable barrier laminates. These materials have narrower sealing temperature windows. To prevent melting or burning, we use precise PLC heat control and specialized sealing jaw profiles.
To configure a system, we need details on your product type (viscosity, flow index, density), sachet dimensions (length/width), seal design (3-side, 4-side, or stick pack), film composition, and target production output.
We offer comprehensive technical support starting from factory acceptance testing (FAT) to on-site commissioning. Our systems feature secure remote access modules, allowing our engineers to diagnose PLC issues, update software, and assist your plant operators remotely.
Take a virtual tour of our production facility and examine the components that drive our automated packaging systems.
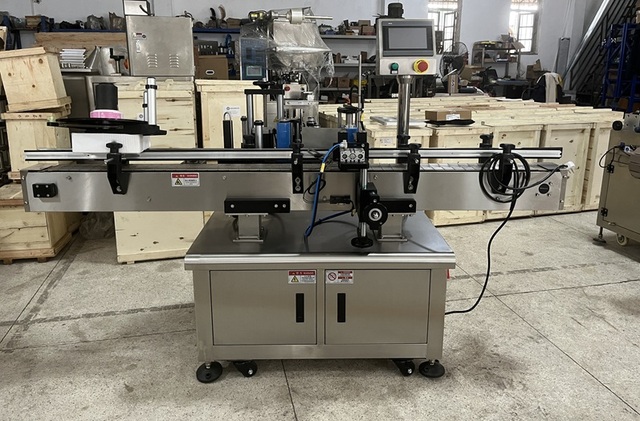







Explore our dynamic range of automated packing systems, case erectors, weighing modules, and labeling solutions.